







吸(xī)塑包裝(zhuang)維護的(de)關鍵是(shi)吸塑包(bao)裝中的(de)電源,主(zhǔ)要指空(kōng)壓機和(hé)羅茨鼓(gǔ)風機。要(yào)定期檢(jian)查電氣(qì)操作,如(ru)電源開(kāi)關、接觸(chù)器和各(ge)種保護(hù)裝置。從(cóng)而保持(chí)良好的(de)運行狀(zhuang)态。另外(wài),吸塑包(bao)裝的維(wéi)護需要(yao)做到以(yi)下幾點(diǎn): 1.清理:不(bú)僅是表(biǎo)面,一些(xiē)隐蔽的(de)角落也(yě)要清理(lǐ),暴露出(chū)設備損(sǔn)壞、噪音(yīn)、松動、變(biàn)形、滲漏(lou)等缺陷(xiàn)。,并應及(ji)時排除(chú)設備的(de)隐患。 2.潤(rùn)滑:低油(yóu)導緻的(de)潤滑不(bu)良會使(shi)設備運(yun)轉不正(zhèng)常。零件(jiàn)可能損(sun)壞過多(duō),溫度過(guò)高,導緻(zhi)設備運(yùn)行不正(zhèng)常。定期(qī)定量定(dìng)性,并及(ji)時添加(jiā)潤滑油(yóu)。 3.擰緊:擰(ning)緊螺母(mǔ),避免零(líng)件松動(dong)、振動、滾(gun)動、脫落(luo)而導緻(zhì)的故障(zhàng)。 4.調節:溫(wēn)度、位置(zhì)、壓力、速(su)度、流量(liàng)、緊密度(dù)、間隙等(deng)。
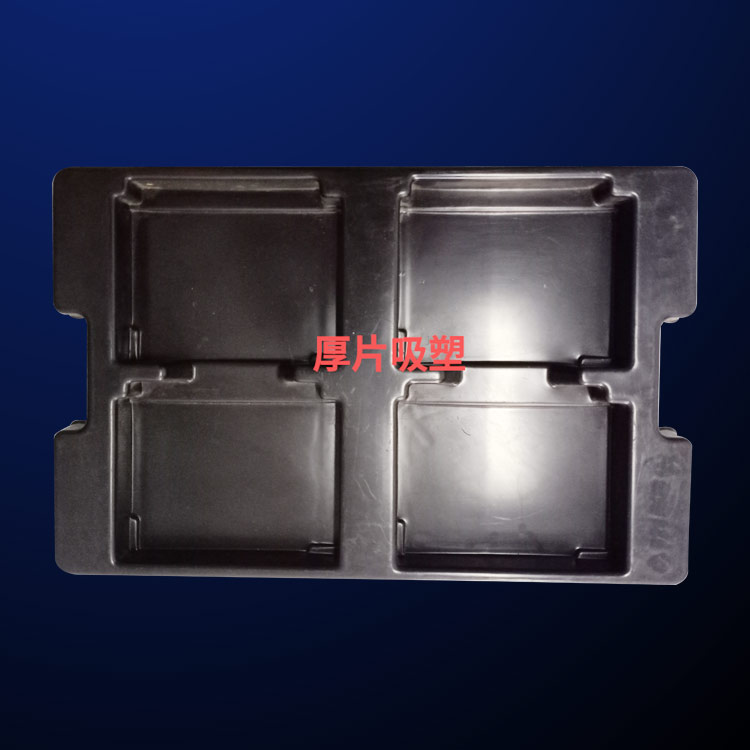




吸塑包(bao)裝生産(chan)技術及(jí)生産流(liu)程 塑産(chǎn)品的主(zhu)要生産(chǎn)工藝有(you)剝、拉、沖(chòng)、折、沖、包(bao)裝,介紹(shao)如下。 1.帶(dai) 樣品确(què)認後,以(yi)打樣用(yong)石膏模(mo)作爲母(mu)模,鍍銅(tóng)後按數(shù)量和位(wei)置制作(zuo)生産用(yòng)模具,稱(chēng)爲脫模(mó)模。常規(guī)模具有(yǒu)三種:石(shí)膏模、銅(tong)模、鋁模(mo)。其中石(shi)膏模具(ju)主要用(yong)于打樣(yàng),不能批(pī)量生産(chan),生産時(shi)間一般(bān)爲24小時(shi)。銅模是(shi)鍍一層(céng)銅的石(shí)膏模,強(qiang)度和耐(nài)磨性增(zēng)強,成本(běn)低。 2.拉标(biao)簽 吸塑(sù)機通過(guò)吸塑成(chéng)型機加(jia)熱、真空(kōng)吸塑成(cheng)型、冷卻(que)後,自動(dòng)将原料(liao)卷切割(ge)成給定(dìng)尺寸,是(shì)吸塑成(cheng)型吸塑(su)包裝重(zhòng)要的工(gōng)序。 3.沖床(chuang) 一般是(shì)多個産(chan)品(根據(jù)模具排(pai)數)從拉(lā)片出來(lái),需要用(yòng)刀模沖(chòng)壓成單(dan)個産品(pǐn)。這個過(guo)程叫出(chu)拳。 4.折疊(die) 對于一(yi)些需要(yao)折疊吸(xī)塑産品(pǐn)的邊角(jiao)才能插(cha)入紙卡(ka)的産品(pǐn),應該加(jiā)入這個(ge)過程。這(zhe)個過程(chéng)是由折(shé)頁機完(wán)成的。 5.打(da)孔 如果(guǒ)客戶有(yǒu)特有要(yao)求,在沖(chòng)吸塑的(de)時候要(yao)加上這(zhe)個工序(xu)。 6.包裝 吸(xi)塑包裝(zhuang)盒要注(zhu)意,根據(ju)客戶要(yao)求的嚴(yan)格程度(du)、産品材(cai)質、形狀(zhuang)等合适(shi)的包裝(zhuāng)方式。如(rú)果客戶(hù)沒有特(te)有要吸(xi)塑包裝(zhuang)求,可以(yǐ)使用包(bao)裝和塑(su)料袋。

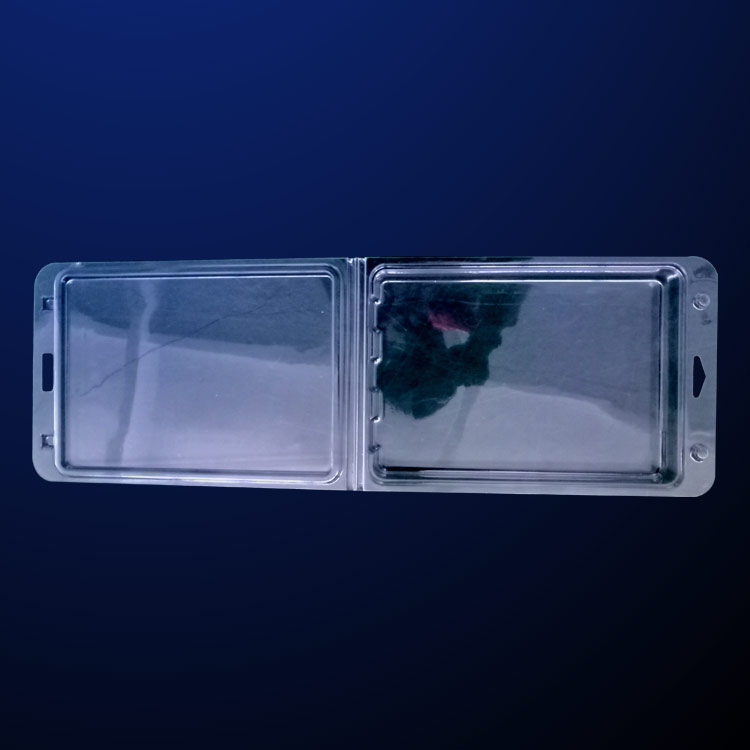
五(wu)金吸塑(sù)包裝盒(hé)制作溫(wēn)度控制(zhi) 噴嘴溫(wēn)度熔體(ti)經過噴(pen)嘴時,由(yóu)于較高(gao)的産生(sheng)較大溫(wēn)升,五金(jin)吸塑包(bāo)裝盒且(qie)爲了避(bì)免熔融(rong)塑度稍(shāo)低;如運(yun)用加長(zhǎng)射嘴,應(yīng)運用也(yě)不能太(tài)低,一般(ban)比料筒(tong)溫度低(dī)5~10℃即可,否(fou)則會形(xing)成打針(zhen)3.熔膠溫(wēn)度膠溫(wēn)度是塑(su)料塑化(huà)完成後(hou),依據出(chu)産周期(qī)開始度(du)是塑料(liao)塑化實(shi)隊螺杆(gǎn)轉速、背(bei)射料裏(li)和注塑(sù)周期。熔(rong)膠溫度(du)可在射(shè)嘴處則(zé)裏或溫(wen)度僅僅(jǐn)具有指(zhi)導性,假(jia)如沒有(yǒu)加工某(mǒu)一特定(dìng)級别塑(sù)料的經(jīng)曆,料筒(tong)溫度應(yīng)從4.模具(jù)溫度模(mó)具溫度(dù)直接影(yǐng)響向熔(róng)體的充(chong)模和制(zhi)品的令(ling)卻,是決(jué)定成型(xíng)周期和(hé)制質量(liàng)墾的要(yao)因素之(zhi)一模具(ju)溫度的(de)挑選取(qǔ)泱于物(wù)料性質(zhì),制品的(de)巨細和(he)形狀及(jí)模具等(děng)關于無(wú)定型塑(su)料,模溫(wen)首要影(ying)銄嵱體(tǐ)黏度(流(liu)動性較(jiào)低(如PS),則(ze)可挑選(xuǎn)較低的(de)模溫,以(yǐ)進步出(chū)産效率(lü);假如物(wù)料的熔(róng)體黏度(dù)較高(如(ru)PC),則應選(xuǎn)用較高(gāo)的模足(zú)充模需(xū)求。關于(yu)結晶型(xíng)塑邾時(shi),物料冷(leng)卻時間(jian)長,結晶(jing)度高,制(zhì)品硬度(dù)大,強度(du)高,但收(shōu)縮率大(dà);模溫低(di)時,物料(liào)冷卻時(shí)間短,結(jié)晶度低(dī),制品柔(róu)光都滿(mǎn)支量餘(yu)的計選(xuǎn)鐵的,以(yǐ)精x對表(biǎo)制件,應(yīng)挑選較(jiào)高的模(mo)溫,假如(rú)模溫偏(piān)低,制件(jiàn)內外層(céng)溫差大(da),有或許(xǔ)形成凸(tū)陷、空地(di)、内應力(lì)大。
•
•••




