







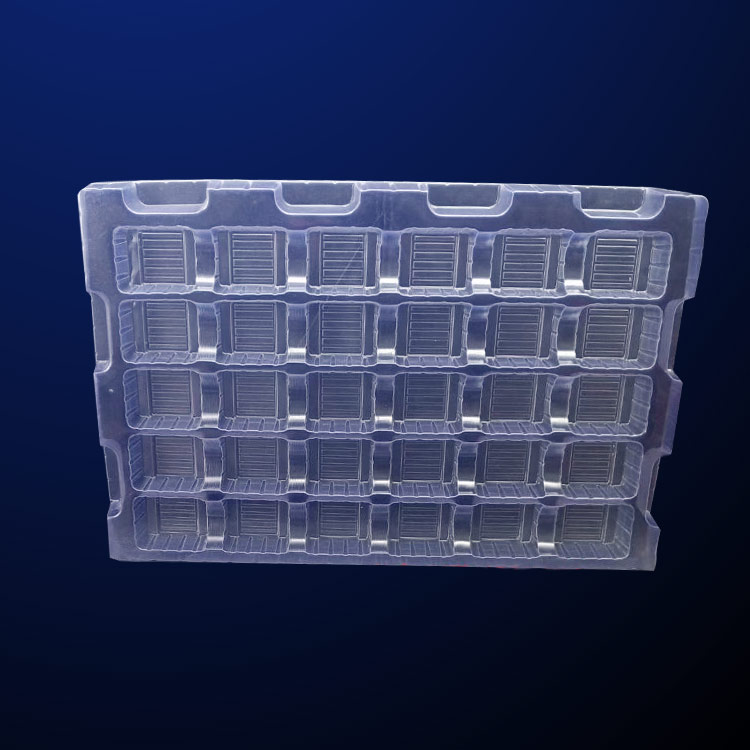
厚片吸塑術(shù)語 厚吸塑:一(yī)種塑料加工(gong)工藝,主要原(yuan)理是将平展(zhan)的塑料硬片(pian)材加熱變軟(ruan)後,采用真空(kong)吸附于模具(jù)表面,冷卻後(hòu)成型,廣泛用(yong)于塑料包裝(zhuāng)、燈飾、廣告、裝(zhuāng)飾等行業。 厚(hòu)片吸塑包裝(zhuāng):采用吸塑工(gōng)藝生産出塑(su)料制品,并用(yong)相應的設備(bei)對産品進行(háng)封裝的總稱(chēng)。吸塑包裝制(zhi)品主要包括(kuo):泡殼、托盤、吸(xī)塑盒,同義詞(cí)還有:真空罩(zhao)、泡罩等。吸塑(sù)包裝設備主(zhu)要包括:吸塑(sù)成型機、沖床(chuáng)、封口機、高頻(pin)機、折邊機。封(feng)裝形成的包(bāo)裝産品可分(fen)爲:插卡、吸卡(kǎ)、雙泡殼、半泡(pao)殼、對折泡殼(ké)、三折泡殼等(deng)。 泡殼:采用吸(xi)塑工藝将透(tòu)明的塑料硬(yìng)片制成特定(dìng)凸起形狀的(de)透明塑料,罩(zhao)于産品表面(mian),起到保護和(hé)美化産品的(de)作用。又名泡(pào)罩、真空罩、塑(su)料面罩。按泡(pao)殼的形式不(bú)同,又可分爲(wèi):單泡殼,雙泡(pao)殼,插卡泡殼(ke)和吸卡泡殼(ké) 吸塑盒:是一(yi)類有蓋和底(dǐ)的吸塑制品(pin),底和蓋連在(zai)一起的叫對(dui)折吸塑盒,底(dǐ)和蓋分開的(de)叫天底蓋吸(xi)塑盒。 厚吸塑(sù)托盤:也叫塑(sù)料内托,采用(yòng)吸塑工藝将(jiang)塑料硬片制(zhi)成特定凹槽(cáo)的塑料,将産(chǎn)品置于凹槽(cao)内,起到保護(hu)和美化産品(pin)的作用。 植絨(róng)内托:是一種(zhǒng)采用特殊材(cái)料的吸塑托(tuō)盤,将普通的(de)塑料硬片表(biao)面粘上一層(céng)絨質材料,從(cóng)而使托盤表(biao)面有種絨質(zhi)的手感,用來(lai)提高包裝品(pǐn)檔次。 抗靜電(diàn)托盤:是一采(cǎi)用特殊材料(liao)的吸塑托盤(pán),該材料表面(mian)的電阻值小(xiǎo)于10的11次方歐(ou)姆。主要用于(yu)電子、IT産品的(de)吸塑托盤。 吸(xi)塑模具:吸塑(sù)成型生産時(shí)用的模具,成(cheng)本的是石膏(gāo)模,其次是電(diàn)鍍銅模,貴的(de)是鋁模。模具(jù)鑽有小孔,用(yòng)于真空吸附(fù)熱化的硬片(piàn),形成吸塑産(chǎn)品。 厚吸塑成(cheng)型:就是我們(men)常講的吸塑(su),采用吸塑成(chéng)型機将加熱(rè)軟化的塑料(liào)硬片吸附于(yú)模具表面,冷(lěng)卻後,形成凹(ao)凸形狀的塑(su)料。 吸塑裁切(qie):吸塑成型後(hòu)的塑料産品(pin),經過沖床,将(jiāng)大張的片材(cai)用刀模分切(qie)成單個産品(pin)。也叫下料,裁(cai)斷,模切等。




亞(ya)克力吸塑加(jiā)工常見的吸(xi)塑問題 生産(chan)制造業中,生(shēng)産遇到問題(tí)在所難免,在(zai)亞克力吸塑(su)生産制造中(zhōng),經常會遇到(dào)各種吸塑問(wèn)題,大大小小(xiǎo)各不一樣。但(dàn)是,常見的反(fǎn)反複複也就(jiu)這幾種。今天(tian),小編就來給(gei)大家講講這(zhe)亞克力吸塑(sù)加工幾種常(cháng)見的吸塑問(wen)題。 所謂的吸(xi)塑加工就是(shì)采用半自動(dòng)高速吸塑成(chéng)型機進行生(sheng)産加工,其基(ji)本原理是:将(jiāng)成卷的亞克(ke)力片材拉進(jìn)電爐烘箱内(nèi)加熱至軟化(hua)狀态,乘熱再(zai)拉到吸塑模(mó)具上方,模具(ju)上移并抽真(zhen)空,将軟化的(de)亞克力片材(cai)吸附到模具(ju)表面,同時将(jiang)冷卻水以霧(wu)狀噴于成型(xíng)的亞克力片(pian)材表面,使其(qí)硬化,成型的(de)片材再自動(dòng)被拉至貯料(liào)箱,氣動裁刀(dāo)将成型與未(wei)成型片材分(fèn)離,從而完成(cheng)全部過程。 亞(ya)克力吸塑産(chǎn)品出現的主(zhu)要質量問題(tí)大多在此過(guò)程發生: 1.吸塑(su)不到位,是指(zhǐ)形狀變形,沒(mei)有吸塑成與(yǔ)模具相同形(xing)狀的産品; 2.吸(xī)塑過度,是指(zhǐ)産品過薄; 3.拉(lā)線,是指成型(xíng)産品上出現(xian)不應有的線(xiàn)痕; 4.厚薄不均(jun1)。 這些問題都(dōu)需要在上好(hao)模具後,調試(shì)到位,包括:片(piàn)材前進的時(shi)間、加熱的溫(wen)度和時間、抽(chou)真空的強度(dù)和時間、上模(mo)下落的位置(zhì)、時間和深度(dù)、拼版中模具(jù)的擺放位置(zhi)、模具間是否(fǒu)加附件等等(deng)。

亞克力厚吸(xi)塑需要注意(yì)那些事項 選(xuǎn)材。 目前國内(nèi)見到的壓克(kè)力闆材,基本(ben)爲進口或中(zhōng)外合資生産(chan),闆材質量可(ke)以說較好。壓(yā)克力吸塑燈(deng)箱之所以市(shi)場價格較高(gao),闆材價格較(jiào)高是其主要(yào)因素之一。目(mù)前市場上壓(ya)克力闆材單(dan)價一般在于(yu)5-30元/公斤,不但(dàn)單價高,造成(chéng)成本攤銷很(hěn)大。材料決定(dìng)之後,緊接着(zhe)就需要确定(dìng)适當的燈箱(xiang)尺寸,需要明(míng)确的是:壓克(ke)力澆鑄闆的(de)長度有限,爲(wei)3-3.5米;壓克力擠(ji)出闆可用卷(juan)材的形式供(gòng)貨,理論上長(zhang)度不受限制(zhi)壓克力擠出(chū)闆可以制作(zuo)長度較長的(de)無縫燈箱招(zhāo)牌;如估用壓(yā)克力澆鑄闆(pǎn),一般需要拼(pin)接尺寸過大(dà)的燈箱招牌(pai),在風壓的作(zuò)用下可能會(hui)變形 一般正(zheng)規的壓克力(lì)闆材生産商(shang)都會提供相(xiang)應的産品規(guī)格。 第二模具(jù)制作。 大家知(zhi)道,壓克力闆(pan)通過真空定(ding)位、吸壓成型(xíng),即使是同一(yī)個字,尺寸不(bu)同也需要不(bú)同模具,而模(mó)具制作本身(shen)要求精度高(gāo)質量好。因爲(wei)模具制作本(ben)身的精度、質(zhi)量直接關系(xi)到壓克力産(chan)品的質量,而(er)模具制作具(ju)有較高工藝(yi)水平,需要經(jing)驗豐富的技(ji)術人員。因此(ci),如前所述,目(mu)前市場吸塑(sù)燈箱一直牌(pái)位,模具的加(jiā)工應該說是(shì)其中的成本(běn)。 第三後期制(zhì)作。 前面講過(guò),現在壓克力(lì)吸塑制作基(ji)本是機械化(huà)制作,一些新(xin)設備的應用(yòng)在提高生産(chan)效率同時,大(dà)減輕了工人(ren)的勞動強度(dù)。壓克力吸塑(sù)材料基本成(chéng)型後,還要經(jing)過銑邊、镂銑(xǐ)、打磨等幾道(dào)工序,後将燈(deng)箱鋪設光源(yuan)、烤漆後制作(zuo)完成。 第四畫(huà)面處理。 根據(ju)客戶的不同(tong)需要,通過絲(si)網印刷直接(jiē)将畫面轉印(yin)到壓克力闆(pǎn)材上,後經真(zhēn)空吸壓成型(xíng),其中畫面中(zhōng)有人物或動(dòng)物或商品形(xing)象,還能再吸(xi)塑成立體效(xiào)果,從而得到(dào)更加好的宣(xuān)傳效果。
•
•••




